欢迎访问雄越(中山)纳米科技有限公司官网!!!

电 话:15360960790
邮 箱:hzxyn_gs@163.com
网 址:www.hzxiongyue.com
地 址:中山市小榄镇宝丰社区华成路8号5楼(雄越纳米科技)
首先:拉伸模具
1,板厚2毫米以下的冷轧板或热轧板
基体材料只要能保证500℃以上回火后,硬度在HRC56以上即可,如SKD11、Cr12MoV、DC53、各种高速钢等。涂层可以选择TiN、TiCN 等。
2,板厚2毫米以上的冷轧板或热轧板
基体材料只要能保证500℃以上回火后,硬度在HRC60以上即可,如DC53、各种高速钢等。涂层可以选择TiCN等。
3,任意厚度的不锈钢板
基体要选择500℃以上回火后硬度在HRC60以上的材料,如DC53、各类高速钢、硬质合金等。涂层选择TiCN等。
第二:剪切模具
回火后基体硬度在HRC60以上,如DC53、各类高速钢、硬质合金等。涂层选择TiN、TiCN等。
第三:注塑模具
基体材料一般硬度不限,只要保证涂层后不变形即可。涂层一般选择CrN(具有腐蚀性的塑料,如PVC、酚醛塑料等)和TiN等。
第四:压铸模具
一般主要指铝合金压铸模具。基体选择的是热作模具钢,回火温度都在600℃以上,涂层的时候不会退火和变形。涂层一般选择CrN。
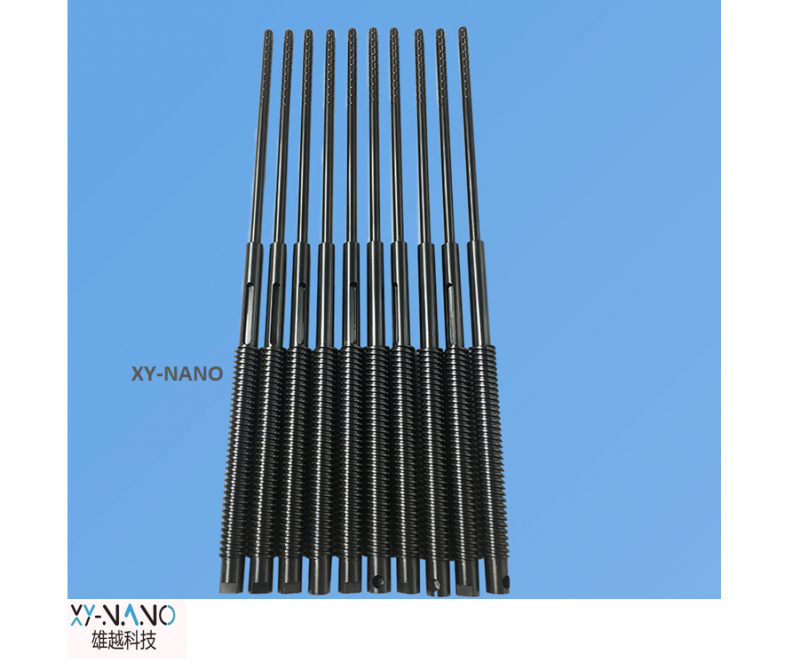
第五:冷镦模具(包括打螺帽的冲头等)
要保证基体在500℃以上温度回火后硬度在HRC60以上,如DC53、各类高速钢等。涂层一般选择TiN、TiCN。
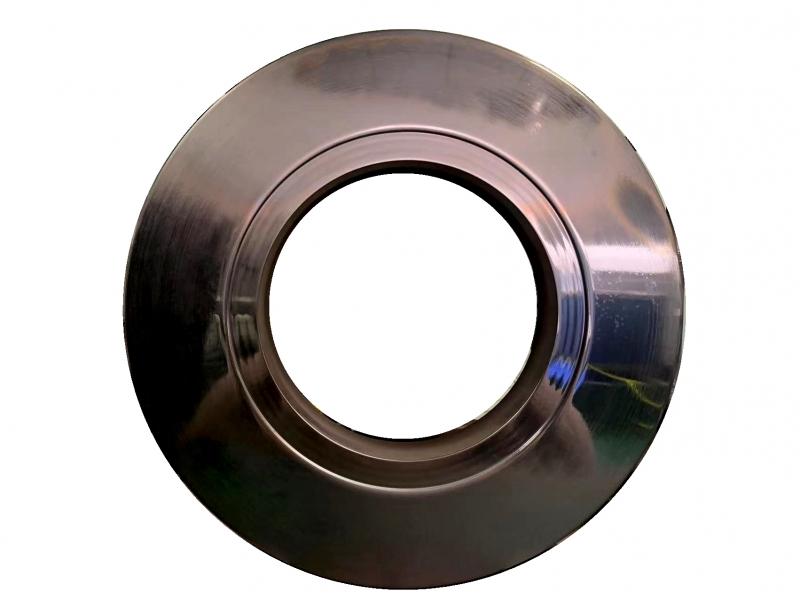
第六:镜面模具
主要选择镜面不锈钢,如NAK80、S136,这些材料对涂层时的温度不敏感。涂层主要选择TiN、CrN等。
第七:粉末冶金类模具
材料要保证500℃回火后,基体硬度在HRC60以上,如DC53各类高速钢等。涂层选择TiN、TiCN。压铸涂层

实际中经常遇到的表面处理方法的优缺点分析
1,TD处理
TD覆层处理是热扩散法碳化物覆层处理的简称,英文简称“TD coating”。因该技术由日本丰田中央研究所于20世纪70年代首先研制成功并申请zhuanli,又被称为“Toyota Diffusion Process”,简称“TD Process”,即TD处理,我国也称作“熔盐渗金属”。主要是形成碳化钒覆层。优点:HV可达2800~3200,性能良好。缺点:变形严重,容易导致模具报废。
2,离子氮化
又称为离子注入,是将氮原子以离子的方式注入到材料表面形成氮化物,同渗氮类似,表面硬度比较高,但是容易形成脆硬层,造成表面开裂脱壳。
3,渗碳
也是通过高温将碳原子渗入金属表面提高其表面硬度,性能较差。
4,CVD涂层
利用化学反应在材料表面沉积涂层,温度很高,只适合钨钢模具和刀片,不能局部涂层,涂层很厚,结合力好,涂层使用效果比PVD好,但是不适合金属材料模具。